Hey all you scratchbuilders, I'm about to give it a shot. Actually, I want to model a local factory, photo attached. It was built as a silk mill, later a womans purse factoty, currently warehouse space for an old time auto parts dealer. It didn't have rail service. I like the building and will model the main building fairly closely, but will be adding rail service. Since I want it to be a ball bearing mfr., and I know nothing about their manufacture, I thought I'd seek info here. I'm guessing they use steel rod? If do, I'll deliver it on 40' flatcars. I suppose a crane would be used to unload? How wide should the freight doors on the bldg. be? Anyone have pertinant photos?
Quinn Ball Bearing
- Thread starter Gary Pfeil
- Start date
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.

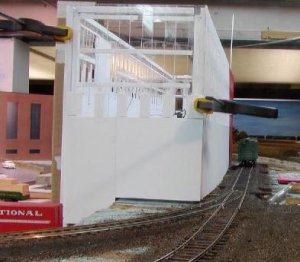
Here's a photo of the wall where the dock will be. That's Holgate & Reynolds brick sheet on the wall, hard to come by, had to buy a red sheet which had damage from being stored improperly. See the crease on the far right end. It will be hidden by dock.
Attachments


I guess openings for loading and receiving docks could be any size depending on steel work to hold up the walls. In this case I would suggest a forty foot wide opening with a centre post dividing it into two twenty foot openings. This should be sufficient to handle flat bed loads. The post and the cross beam should be I beams for strength
there was a bearing assembly plant in colorado spgs that recived the balls and tapers in bulk they were cast , polished and temperd else where. they machined races and punched out cages there recived the race material in 20 ft sections cage material in 4 by 8 sheets")
Oooh, I haven't seen that many hand cut window openings since I did my bilevel commuter cars. This project should keep you off the streets for a bit!!
That box car looks......... vaugely familiar........
Pete
That box car looks......... vaugely familiar........
Pete
Hi Pete, yep, that cars been earning its keep! (Pete gave me that car when he visited.. a long time ago now!) This bldg will have 170 windows. So, rather than attempt to cut them out one at a time, I built a sub wall from strips of plexiglass and styrene. The plexi was cut in strips of appropriate width for vertical columns between windows and spacers between windows. Plexi was used because it can be cut on a small saw (my friend Jim, the professional model maker, cut them for me) and yields more precise parts than I could've using the score and snap method with styrene. I used styrene for other areas. Using a straight edge and square the parts edge glued together perfectly, I then glued the brick sheet on, flipped it over and cut the windows from the inside. I've made a few masters of arches for over the windows from .020 styrene and now need to cast lots of them!
Jim, that's interesting about the balls and rollers being made in a different location. So, this bldg could be one or the other, or both. Any info on appearance of the bldgs involved? I wonder if my selected prototype resembles one more than the other?
Robin, thanks for the thought, I suppose I would cut the opening between columns of windows above. Given what Jim mentioned about 20' sections and 4x8 panels, in 1950 does anyone want to guess what method of unloading would have been used? Were forklifts in use then? Would a small crane be used? Perhaps a shed at the end of the track to hide that blemish in the brick sheet?
Gary
Jim, that's interesting about the balls and rollers being made in a different location. So, this bldg could be one or the other, or both. Any info on appearance of the bldgs involved? I wonder if my selected prototype resembles one more than the other?
Robin, thanks for the thought, I suppose I would cut the opening between columns of windows above. Given what Jim mentioned about 20' sections and 4x8 panels, in 1950 does anyone want to guess what method of unloading would have been used? Were forklifts in use then? Would a small crane be used? Perhaps a shed at the end of the track to hide that blemish in the brick sheet?
Gary
Before my forced career change, I used to work in a bearing factory.The ones we did were called plain bearings, like whats used on rod ends,, and hydralic cyinders. We acutually made them for Catapiller, and we had just started to make "maintence free" for EMD, before the company moved to Pennsylvainia.But we shared the plant with a ball bearing manufactuer.
Plain bearings: the outer races are cut from thick wall steel tubing, depending on the size. The biggest we did was 16" in diameter, to the smallest which was 1/4 of an inch. These were done at another plant. Machines called "grinders" would then machine the inside diameter to specified dimensions. Another machine would drill the lube hole, and a lube groove on the outside. Inner "Balls" would be machined from rough castings. Everything was sent to be heat treated, hardened and plated. They would come back, and the machine that I set-up and operated would mark the outside race, put a notch in it and crack it. This was to aid in assembly of the inner ball in the outer race. Using a hydralic press, the inner ball would be pressed into the outer. Sometimes the outer would be heated to 300 degrees to soften them.
Ball bearings start out from coils of steel wire, or steel rod, depending on the size, The company that shared our plant made them as small as 1/32" to as big as 2" balls. A machine called a "header" would cut the wire or rod and form it into a ball all in one operation. The rough balls would then be brought to a "Plate room", where huge steel plates with grooves machined in them. Here they would be spun in the grooves, under pressure til they were the correct size. This usually took hours, sometimes days to do. Then they were sent to be polished using the same method. After which they were sent out to be heat treated, hardened and plated. Cages and assembly were done at another plant.
Concievably Gary, a plant that size could do all the manufacturing right there, from heading, heat treating, plating, stamping the cages and assembly.
Possible loads in would be, boxcars of coiled steel wire, gondola of steel rods(Depending on the size) and tank cars of chemicals for the hardning and plateing process. And a flatcar with a "new" header or press.
Outbounds would be boxcars of finished products.
I know I rambled on...But I hope this helps.
Plain bearings: the outer races are cut from thick wall steel tubing, depending on the size. The biggest we did was 16" in diameter, to the smallest which was 1/4 of an inch. These were done at another plant. Machines called "grinders" would then machine the inside diameter to specified dimensions. Another machine would drill the lube hole, and a lube groove on the outside. Inner "Balls" would be machined from rough castings. Everything was sent to be heat treated, hardened and plated. They would come back, and the machine that I set-up and operated would mark the outside race, put a notch in it and crack it. This was to aid in assembly of the inner ball in the outer race. Using a hydralic press, the inner ball would be pressed into the outer. Sometimes the outer would be heated to 300 degrees to soften them.
Ball bearings start out from coils of steel wire, or steel rod, depending on the size, The company that shared our plant made them as small as 1/32" to as big as 2" balls. A machine called a "header" would cut the wire or rod and form it into a ball all in one operation. The rough balls would then be brought to a "Plate room", where huge steel plates with grooves machined in them. Here they would be spun in the grooves, under pressure til they were the correct size. This usually took hours, sometimes days to do. Then they were sent to be polished using the same method. After which they were sent out to be heat treated, hardened and plated. Cages and assembly were done at another plant.
Concievably Gary, a plant that size could do all the manufacturing right there, from heading, heat treating, plating, stamping the cages and assembly.
Possible loads in would be, boxcars of coiled steel wire, gondola of steel rods(Depending on the size) and tank cars of chemicals for the hardning and plateing process. And a flatcar with a "new" header or press.
Outbounds would be boxcars of finished products.
I know I rambled on...But I hope this helps.
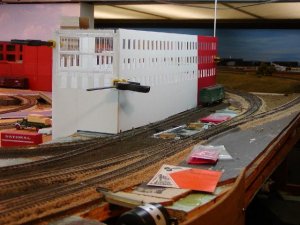
Wow Ed, that's some fantastic information! Thanks! When gondolas of steel rod came in, how were they unloaded? And how long were they? I'm attaching a couple photos to show the setting of the building. There is 3/4" between the boxcar side and the wall. I'm having trouble visualizing the loading dock area. Any help is much appreciated!
Gary
Gary
Attachments

C
Catt
Gary,depending on when your layout is the gons could either be unloaded with a crane or done manually with several men unloading the cars by hand.The company I work for used this method up until mid 1978.Fortunately I started about 4 months later.
I got one question If you look at the first picture carefully.... How'd the car get on the roof?
If you look at the first picture carefully.... How'd the car get on the roof?
F
Fred_M
My dad worked at a steel mill all his life and there they had several overhead cranes that ran on big I beams. They unloaded and loaded almost everything but hot metal with them. The crane itself was a 8X10 glass box with a winch and could travel east-west on two beams, and these two beams traveled north-south on the bigger beams. This kit in HO http://www.walthers.com/exec/productinfo/933-3122 could be used as a nice starting point, replase the arms with a big hook. FRED
Catt, time frame is early 50's. Unload the steel bar by hand, huh? Got to get some lpb's, and hire Jon to come over with his mek to keep them in line.
Thanks Robin, we'll see. It has the potential to be awesome. Let's see how well I can pull it off!
b28-82, Can't say for sure but assume that car was put there with a crane. The name of the company using the building now is Packard, and I also assume that's what that car is. As I mentioned above, it is currently used as a warehouse for storage of parts for "antique" autos. I understand that the owner is willing to show people around if they show up while he's there during the week. I mean to try it someday. Spring fever, take a day off, you know. BTW, I liked your BS loco you posted and was wondering if Walton Beach is near Pompano Beach? I'll be there end of May on vacation and would like to visit your club if possible.
Fred, thanks for the link, I think it's too modern, no? For the 50's that is. My other problem is the narrow space between freight car side and the wall. Only 3/4". That's why I wonder if a crane could be installed at end of track, and swing the loads from flatcar to dock, where other equipment (were there forklifts in the 50's?) or people would get the load indoors. But in that case I suppose the crane wouldn't be needed. Obviously I haven't got a clear picture of what I want, I stink at imagineering! I need photos! Or, outside advise as I'm seeking here. Thanks to all who've responded, keep the ideas coming, please!
Thanks Robin, we'll see. It has the potential to be awesome. Let's see how well I can pull it off!
b28-82, Can't say for sure but assume that car was put there with a crane. The name of the company using the building now is Packard, and I also assume that's what that car is. As I mentioned above, it is currently used as a warehouse for storage of parts for "antique" autos. I understand that the owner is willing to show people around if they show up while he's there during the week. I mean to try it someday. Spring fever, take a day off, you know. BTW, I liked your BS loco you posted and was wondering if Walton Beach is near Pompano Beach? I'll be there end of May on vacation and would like to visit your club if possible.
Fred, thanks for the link, I think it's too modern, no? For the 50's that is. My other problem is the narrow space between freight car side and the wall. Only 3/4". That's why I wonder if a crane could be installed at end of track, and swing the loads from flatcar to dock, where other equipment (were there forklifts in the 50's?) or people would get the load indoors. But in that case I suppose the crane wouldn't be needed. Obviously I haven't got a clear picture of what I want, I stink at imagineering! I need photos! Or, outside advise as I'm seeking here. Thanks to all who've responded, keep the ideas coming, please!
F
Fred_M
Then a stub of I beam coming out an overhead door, They run a winch on it and lift the items out and then it rolls on the I beam "track" inside. The place I worked had a big fork lift we used to unload bar stock, but it came in 40 foot lenghts by semi and was under 3". The big stuff came in 20 foot lenghts, or precut by the mill to rough length. A track crane would of been too expensive to own/operate for a factory to unload cars. Of course you can blow it all off amd build an inside dock FRED
FREDUnfortunately Pompano Beach is about at the complete opposite end of the state as Fort Walton Beach. We're up near Pensacola which is in Northwest Florida. As opposed to Miami. Oh well.
Nice Job Gary!
Hey Gary- long time no...
I was thinking about your dent dilema- here's what I think. I think there needs to be an exit from the building at the far end of the track (right where that dent is). It would be a stairwell that protrudes from the building from the floor above. The stair stair well would serve as access to the outdoor side of the rail siding- gotta have a way to get out there!
Mark
Hey Gary- long time no...
I was thinking about your dent dilema- here's what I think. I think there needs to be an exit from the building at the far end of the track (right where that dent is). It would be a stairwell that protrudes from the building from the floor above. The stair stair well would serve as access to the outdoor side of the rail siding- gotta have a way to get out there!
Mark
Mark, Fred, thanks for the thoughts. both ideas are good ones and will be used. I think I've got a reasonable idea of how I will proceed. One question remains unanswered: Were forklifts in use in the early 50's?